|
このコーナーでは、読者様からの工作体験をお伝えして参ります。
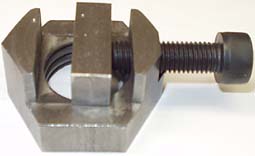
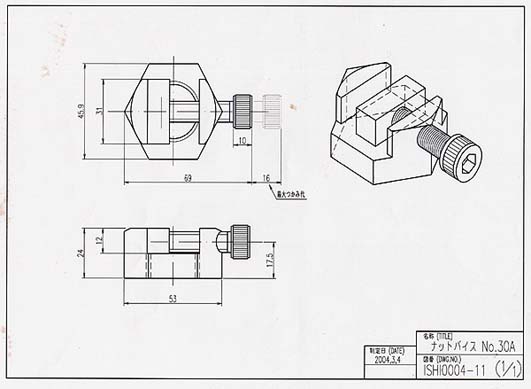
今回は石井さんの「ナットバイスを工作する」です。
|
ナットバイスの工作(2)コメント編
|
工作の興味からフライス盤やミニ旋盤を衝動的に購入してしまったが、さて何を作ろうかなってはたはた困ってしまった。とりあえず、工作の練習になればいいと思い、いろいろ考え、下記の条件に合うもの
まず、技術がいらないもの、材料が手軽に入るもの、現物あわせで何とかなるもの、出来上がった暁には、そこそこ利用できるものと上記の条件から以下のものを作ってみた。
私の仕事の関係から、電子関係の技術者にプレゼントしたところ、基板の部品の半田やリード線の仮押さえ等に、利用されているとの事。
これからも、面白いアイデアがあればチャレンジしたい。
使用材料:M-30のナット・12mm角の鉄棒・M10×35のキャップスクリュウ・M4×40のキャップスクリュウ
|
|
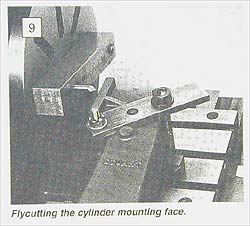
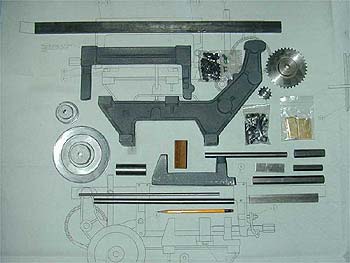
第1回目は、スチームさんの「パワーハックソーを自作する」(全8回4ヶ月連載)です。
*)この記事は、@nifty<DIYフォーラム>金属の専門館 からの転載です。
|